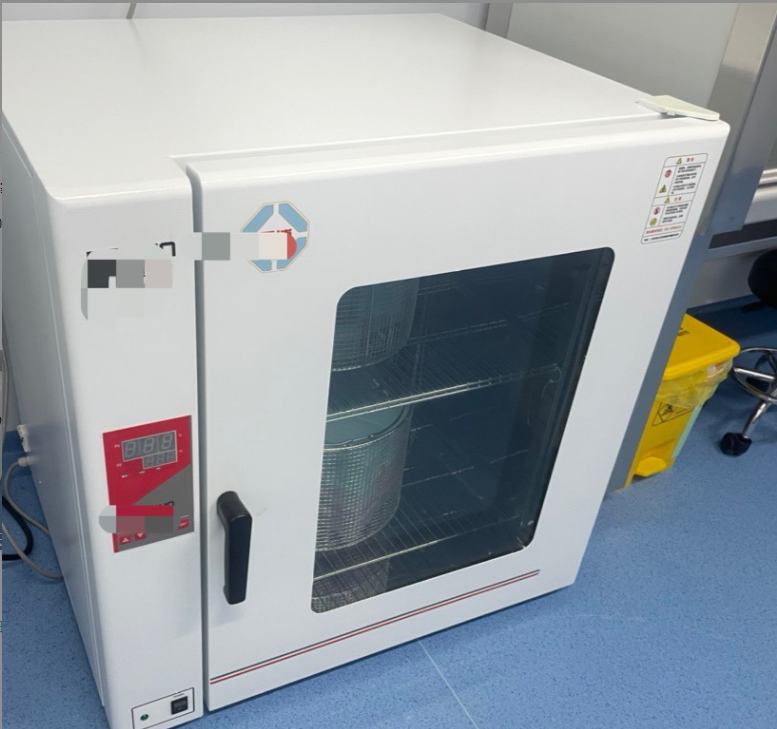
电热鼓风干燥箱
电热鼓风干燥箱 电热鼓风干燥箱:电热鼓风干燥箱又名“烘箱”,顾名思义,采用电加热方式进行鼓风循环干燥试验,鼓风干燥就是通过循环风机吹出热风,保证箱内温度平衡,是一种常用的仪器设备,主要用来干燥样品,也可以提供实验所需的温度环境。 一、外观要求 序号 名称 颜色 外观 1 电热鼓风干燥箱 本色 外包装应完整无损无污,标识清楚。 二、性能参数 项目:电热鼓风干燥箱 电源电压:220V±10% 50Hz±2% 控温范围:[℃] RT+5-300 控温分辨率:[℃] 0.1 温度波动度:[℃] ±1 温度均匀度:[℃] ±2% 升温速率:(180℃) [℃/min] >4 三、售后服务 1.对此次购买的货物承诺一年的免费质保期(保修期为验收合格后12个月),终身维护制。 2.每年一次的校准服务以及一年保修期内免费更换设备、元器件及材料。 3.将对此次购买所供货物提供安装调试指导、检验、包修、定期维护保养及技术咨询等一系列服务。 4在保修期内,在为该仪器设计的服务范围类型内,对该仪器免费提供维修服务。 5.对保修期外的仪器,将提供有偿维修服务,有偿维修服务的费用按照配件的出厂价核算。 6.在产品出现质量问题时,1小时内给予初步答复,24小时内给予详细回复,在质保期内,如因质量问题造成的故障,实行免费更换设备、元器件及材料。 7.公司备有全线生产的配件库,能满足客户及时维修的需求。 【江苏扬天电热设备有限公司】——信息化 数字化 智能化——義飛扬天——防爆电加热器专业制造商——为新时代中国制造加油助力——全国尊贵热线:400-777-5525 四、运输装卸要求 1.物品包装应坚固、完好,能够防止在运输过程中发生包装破裂、内物漏出、散失;能够防止因摆放、摩擦、震荡或因气压、气温变化而引起快件的损坏或者变质;能够防止伤害操作人员或污染运输设备、地面设备及其他物品。 2.包装材料除应适合快递或物流运输的性质、状态和重量外,还要整洁、干燥、没有异味和油渍;包装外表面不能有凸出的钉、钩、刺等,要便于搬运、装卸和摆放。 3.产品应运输平稳,并应采取防振、防滑、防倾斜等安全保护措施。 4.产品应捆扎稳固,主要受力点应高于设备重心,具有公共底座设备的吊装,其受力点不应使设备底座产生扭曲和变形。 5.装卸货物必须小心轻放,重物须二人以上抬起,不得扔、拖、拽、拉,避免产品因装卸而引起的损坏。 6.货物送到采购人指定地点,应分类堆放,做到整齐有序。堆放场地严重不平整能损坏产品时,应当铺垫衬垫物后,方可堆放产品,避免因堆放不当而引起的损坏。 7.装卸完毕后,由需方现场验收数量、质量并签署确认单后我方人员方可离开。 8.物品由于运输不当引发的质量问题,按规定程序回厂调换合格物品后再行配送,由此引起的交期延误须立刻向采购人解释清楚。如遇采购人特殊需要,可先配送,隔日再予以调换。 9.按要求分类摆放,做到重不压轻,大不压小;摆放时把货物标识朝外,摆放工整,防止货物掉落损坏。 五、运达现场后的保护措施及要求: 1.产品应按照产品技术要求进行搬运、拆卸包装、就位,严禁敲打、碰撞设备外表。 2.产品运至现场后,应采取防雨、防雪、防潮措施,妥善保管。 3.产品验收合格后,应采取防止设备损坏、污染、丢失等措施。
查看详情